
Walk down the frozen food aisle at any supermarket, and you’re sure to see a wide variety of options, from prepackaged pizzas, to individually wrapped burritos and even bags of vegetables. Without a doubt, heating up frozen food is much more convenient and less time-consuming for the average person than prepping and cooking a homemade meal. But there are also many hygiene and safety considerations during the production process before this food makes it to your plate. March is National Frozen Food Month, and in celebration, we’re highlighting the many ways in which our PureSteel® stainless steel metal belts are key in the safe production of these preserved provisions.
Challenges of Frozen Food Production
Consumers are increasingly embracing frozen food. In fact, according to a 2021 report released by the American Frozen Food Institute and the Food Industry Association, frozen foods brought in $65.1 billion in retail sales in 2020, which was a 21 percent increase compared to the previous year.
While the frozen food industry is changing, the challenges of the food production process have mostly stayed the same. According to an article featured in Food Manufacturing, an industry news website, keeping frozen food safe and following hygiene requirements can be a challenge. Temperatures during the freezing process range from anywhere between 25 degrees Celsius and -30 degrees Celsius, so equipment must be able to withstand extreme temperatures. Manufacturing equipment must be cleaned regularly, according to the article; however, some protective paint coatings on parts can deteriorate under corrosive washing conditions, allowing for potential contamination.
PureSteel® as a Sanitary Alternative
When using conveyor automation technologies, companies involved in food production, have found that stainless steel conveyor belts aid in the cooking, freezing and handling of edible products. Our durable PureSteel® stainless steel metal belts are widely used as part of sanitary food processing conveyors.
Compared to HTD or flat neoprene belts, PureSteel® metal belts do not generate particulate, which is ideal for food processing. Our belts can also withstand sustained exposure to extreme temperatures, making them perfect for frozen food manufacturing. And since a PureSteel® metal belt is a single element, it does not generate friction that requires lubrication, which helps to keep conveyor systems clean. Stainless steel metal belts are also resistant to corrosion and can be easily sanitized, either chemically or with intense steam.
Implement PureSteel® In Your Food Processing Operations
Would your frozen food processing operations benefit from the unique attributes of our PureSteel® stainless steel metal belts? Our highly trained and experienced engineers can design, develop and manufacture a complete stainless steel metal belt system to serve your needs. Reach out to us today if you have any questions or if you think your facility could benefit from our products.
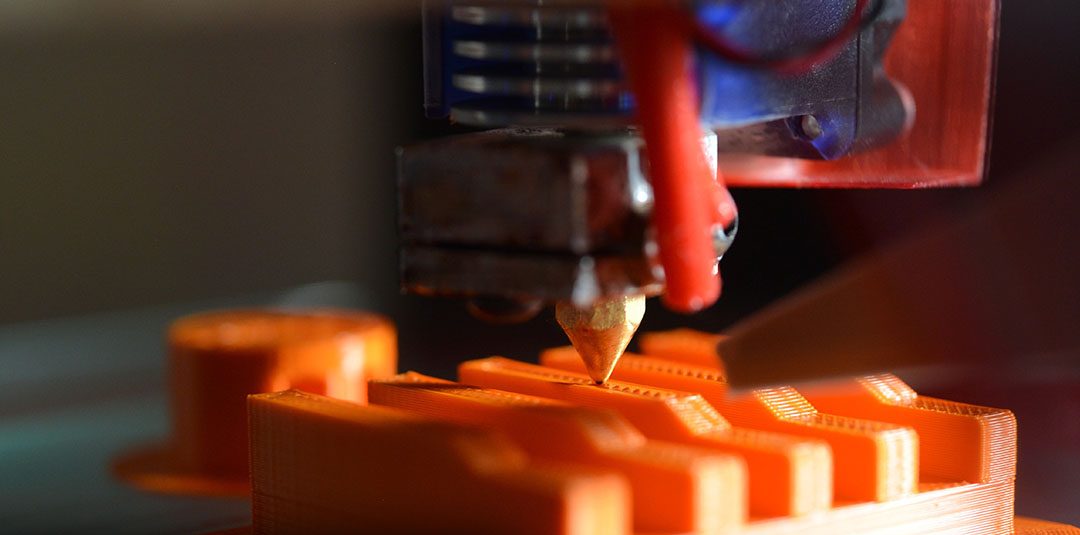
 While it has existed in some form for decades, 3D printing has emerged as an important and groundbreaking technology with near-limitless applications from
While it has existed in some form for decades, 3D printing has emerged as an important and groundbreaking technology with near-limitless applications from 
 In post-medieval Europe, laypeople and physicians
In post-medieval Europe, laypeople and physicians 
 Here’s a startling statistic: approximately
Here’s a startling statistic: approximately 
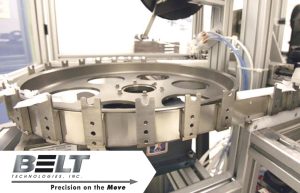
 From food processing to robotics, many industries rely on conveyor systems to accomplish their manufacturing goals. Belts are such a key component to conveyor systems that even the material they are made from can make or break the accuracy, durability and cleanliness of the entire conveyor operation. So, what belt material is the best? Here, we look at the benefits of
From food processing to robotics, many industries rely on conveyor systems to accomplish their manufacturing goals. Belts are such a key component to conveyor systems that even the material they are made from can make or break the accuracy, durability and cleanliness of the entire conveyor operation. So, what belt material is the best? Here, we look at the benefits of 
 Are you looking for the right conveyor belt to meet the specific needs of your facility’s production? Look no further: in this blog, we’ll help you find the right belt for the job and explain why our PureSteel® metal belts provide all the necessary benefits to overcome your manufacturing challenges. Whether you use our drive tapes, timing belts or conveyor belts, our custom products and solutions will help to solve a wide range of automated manufacturing needs.
Are you looking for the right conveyor belt to meet the specific needs of your facility’s production? Look no further: in this blog, we’ll help you find the right belt for the job and explain why our PureSteel® metal belts provide all the necessary benefits to overcome your manufacturing challenges. Whether you use our drive tapes, timing belts or conveyor belts, our custom products and solutions will help to solve a wide range of automated manufacturing needs.
 Over the past year and a half, we have all witnessed incredible work by those in the medical field to keep us safe during the COVID-19 pandemic, and more recently during the resurgence of the virus with the
Over the past year and a half, we have all witnessed incredible work by those in the medical field to keep us safe during the COVID-19 pandemic, and more recently during the resurgence of the virus with the 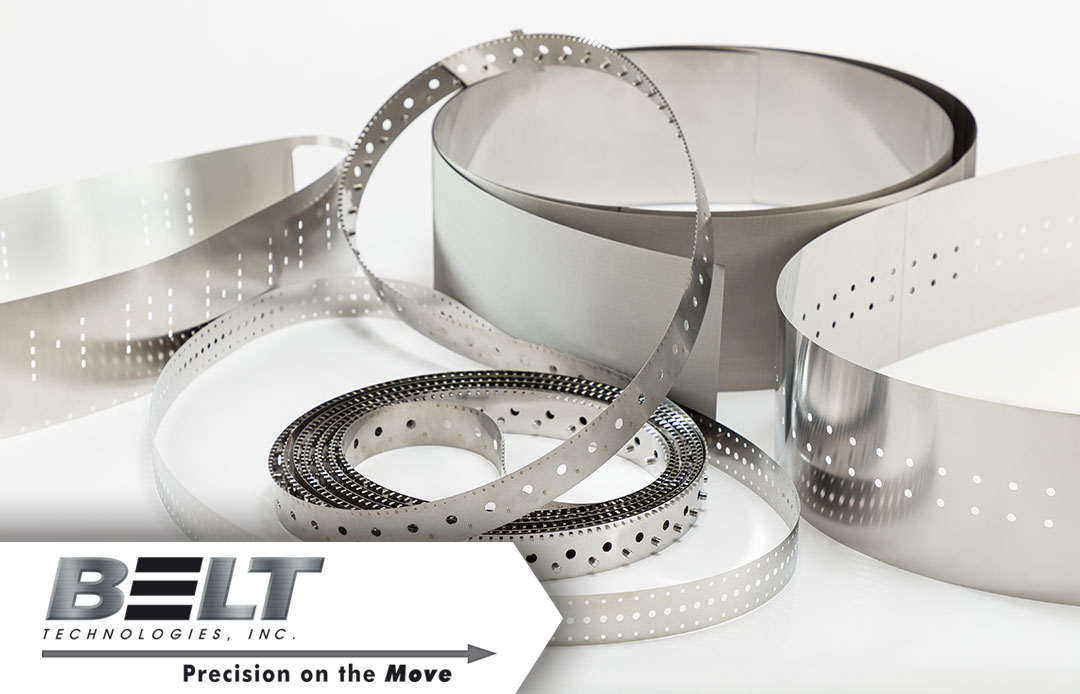
 With sophisticated technology and innovative manufacturing processes, we have produced metal conveyors, timing belts and pulleys for more than 50 years. Our superior PureSteel® products are used in a wide variety of industries and are trusted to consistently outperform the competition. With that in mind, here are the top five reasons why metal belts are better than traditional belt alternatives.
With sophisticated technology and innovative manufacturing processes, we have produced metal conveyors, timing belts and pulleys for more than 50 years. Our superior PureSteel® products are used in a wide variety of industries and are trusted to consistently outperform the competition. With that in mind, here are the top five reasons why metal belts are better than traditional belt alternatives.
 Hello, we’re Belt Technologies; how can we help you? July 15 is Get to Know Your Customers Day, a quarterly observance held in January, April, July and October—but we like to know our customers every day of the year, understanding and exceeding your expectations on each individual project. In this blog, we’re highlighting how we’ve done just that for a few of our previous customers.
Hello, we’re Belt Technologies; how can we help you? July 15 is Get to Know Your Customers Day, a quarterly observance held in January, April, July and October—but we like to know our customers every day of the year, understanding and exceeding your expectations on each individual project. In this blog, we’re highlighting how we’ve done just that for a few of our previous customers.
 By using both sides of the conveyor belt, the output is doubled. This is especially helpful when:
By using both sides of the conveyor belt, the output is doubled. This is especially helpful when: